
|
 |
||||
Started out the nights work by match drilling the trim server stiffener. Next was onyto the deburring process. Finally, I started by dimpling the screw holes with a #6 dimple die set. Then I dimpled the nutplate holes with a #40. Then I tets fitted a nutplate - it fit fine with the #6 dimple, but then I realized that the nutplate #40 holes needed to be dimpled. I used the thinner #40 female die for this, because of its close proximity to interfering with the nutplate threads. Once all of the nutplates were dimpled, I put them back into their bag and dimpled the rest of the stiffener. This was a nice easy night! The stiffener with the nutplate holes dimpled. The #6 dimple is damn near the edge, and the edge actually gets distorted a little. I saw this on other people pages. This shouldnt be a problem because the screw gets placed into a cover, not this sheet. Also, this hole is not under sheer stress. 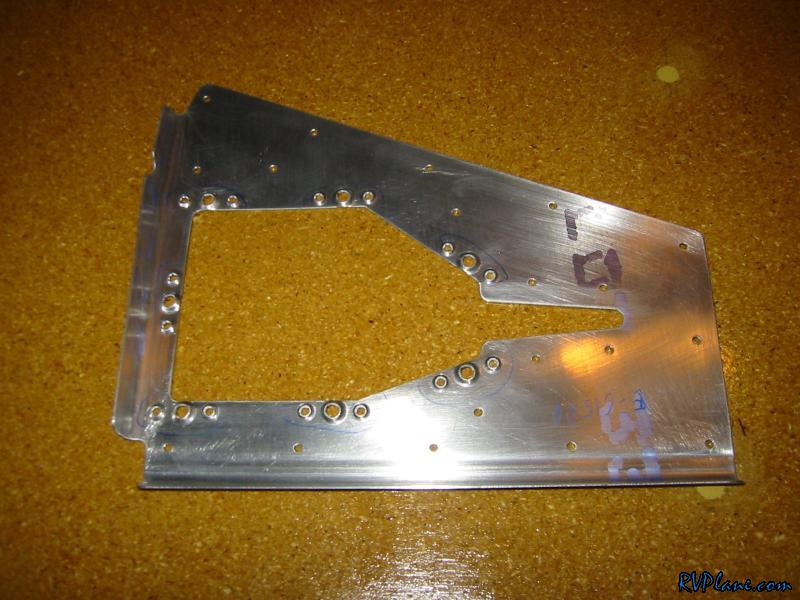 The nutplate dimpled.  This skinny female die I used.  Notice the nice clearance - about 1/32" between the edge of the die and the rise in the nutplate.  The finished stiffenener. 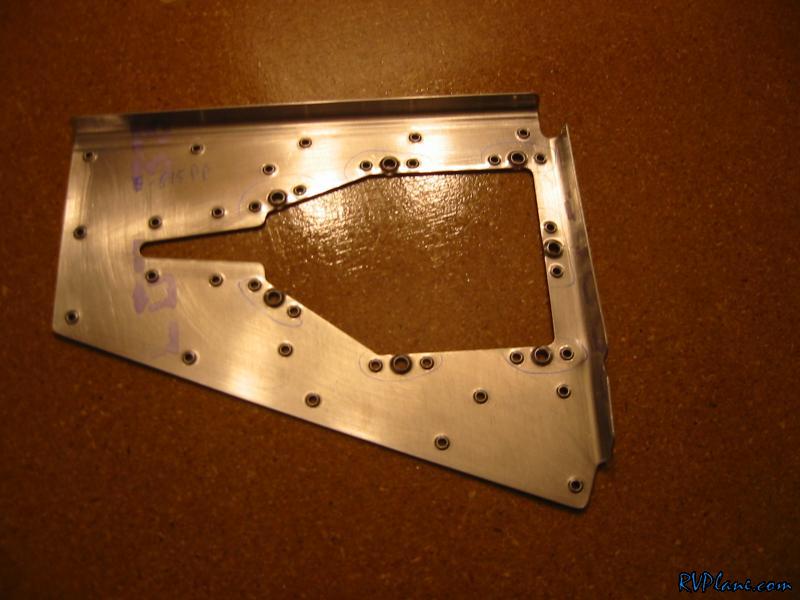
|
|||||
|
http://RVplane.com |
Last Modified: January 31, 2026 |